|
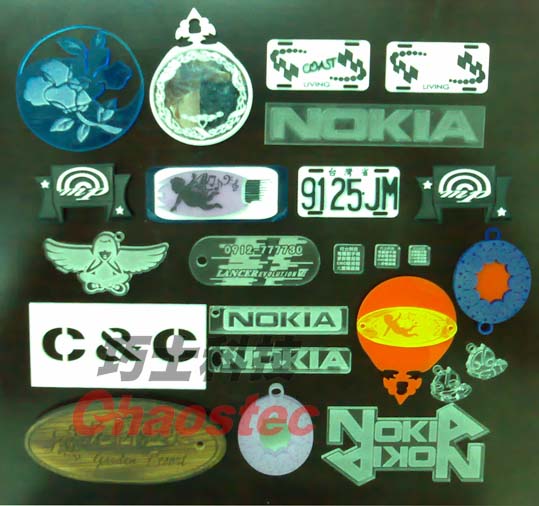
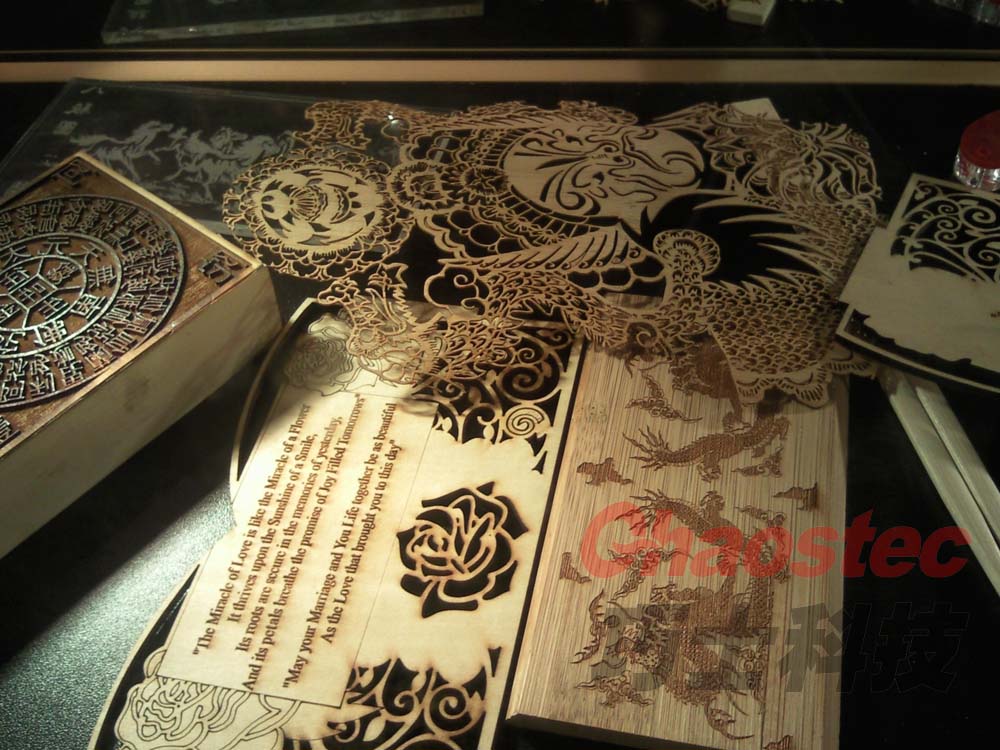
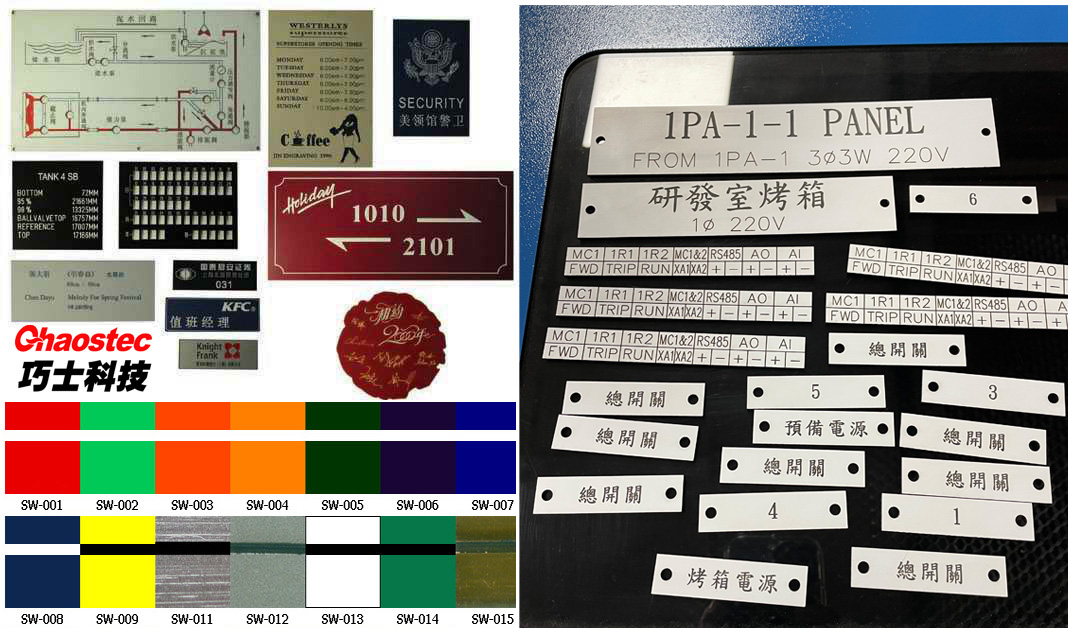
使用雷射雕刻、切割 如同使用打印机在纸张上打印一样简单 !
各种美工编辑软件如文泰、CorelDraw…等设计的图形、向量化的图文件文字及多种CAD档都可轻松的以雕刻机“打印”出来
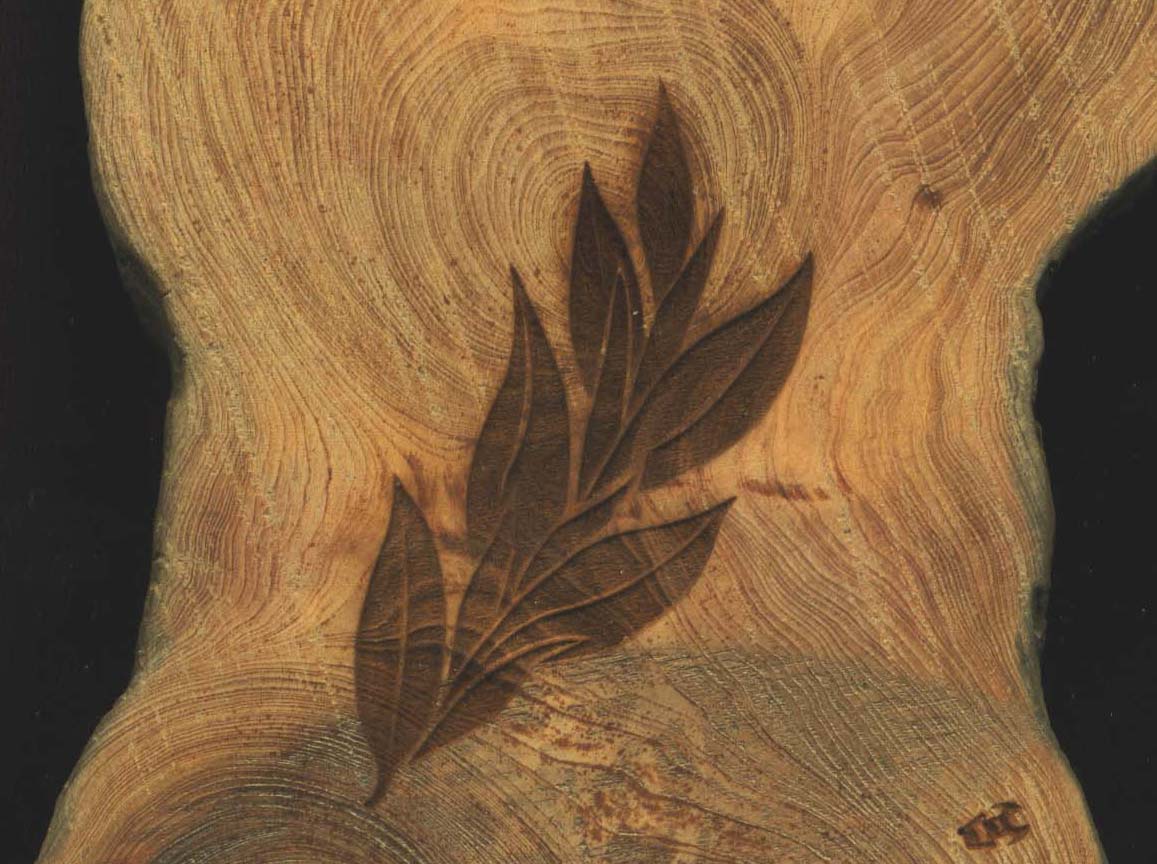
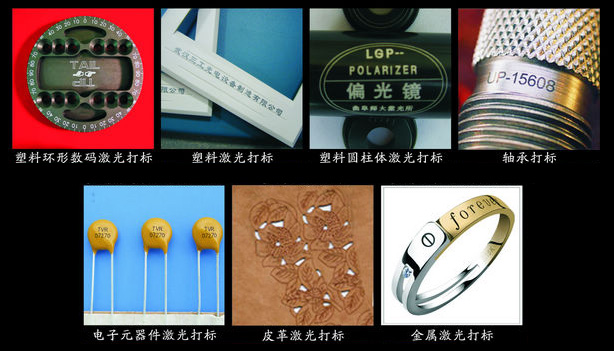
不同处是打印机将墨粉涂到纸张上,而雷射雕刻是将雷射打进木制品、压克力、塑料板、金属板、石材…等固体材料
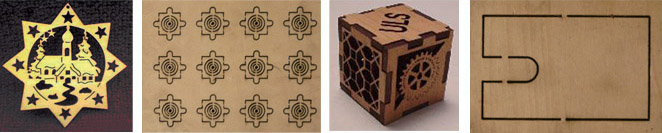
雷射雕刻加工方式
位图雕刻:点阵雕刻类似高解析的位图打印。扫描的图形,文字及向量化图文经由软件控制雷射光左右摆动,每次雕刻一排一系列的点,
依序由前至后组成整版的图案或文字。
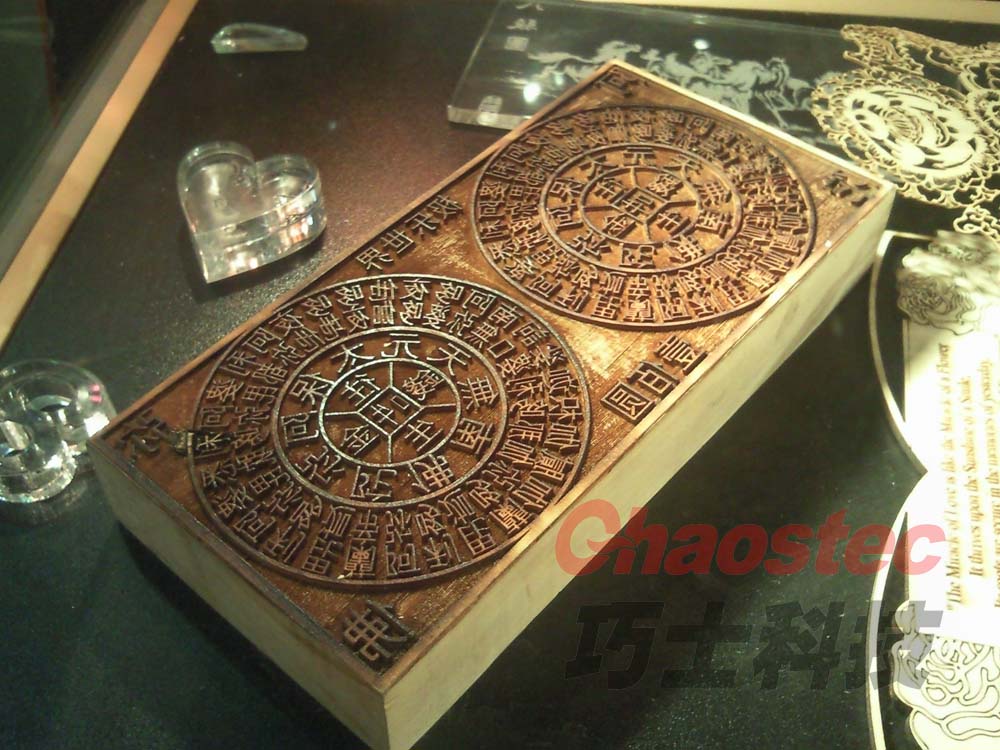
向量雕刻:在封闭向量轮廓线内,进行整面铣底,雷射光左右摆动,每次雕刻跑一线,依序由前至后移动构成整版的图案或文字。
向量切割:雷射在图文的向量轮廓在线持续出光,进行划线或穿透切割。可在软件上设定偏移数据补正尺寸误差。
雕刻机的性能主要由雕刻速度、切割速度、雕刻强度和光斑大小决定
雕刻速度:是雷射光移动的速度,通常用mm/秒表示,高速度带来高的生産效率。
切割速度:对应于控制切割的深度,对于特定的雷射强度,速度越慢,切割或雕刻的深度就越大。不同的材料以雕刻机控制系统调节速度搭配。
雕刻强度:指侵入材料雷射的强度。经由雕刻机控制系统调节。强度越大,相对速度也越快,侵入材料也越深。
光斑大小:雷射光斑大小可利用不同焦距的聚焦镜进行调节。短焦距的透镜适用于高分辨率的雕刻、长焦距的透镜适用于切割。 |













































{kind=link}